Deep hole drilling can be a tedious and difficult process, but with the right tooling and technique, it doesn’t have to be.
What is “Deep Hole” Drilling?
While there is no defined depth measurement at which point a hole becomes “deep,” it’s commonly identified at 10 times the diameter of the drill (10XD) and greater.
All About the Chips
The most challenging aspect of drilling deep holes is effective chip formation and evacuation, especially in malleable materials. Chip packing is the most common culprit behind tool breakage in this process.
Beginning with effective chip formation at the cutting edge, drill manufacturers create point geometry to reduce cutting forces and shear the material into manageable pieces. Ideally, the drill point combined with appropriate cutting conditions will create small, tight pieces‒ that with deep, polished flutes and sufficient coolant‒ will evacuate easily.
Coolant should be plentiful in these operations and running at a higher concentration to aid in lubricity. In some deep hole operations, oil is recommended.
Learn more about
Hole Quality
Another factor in deep hole drilling is the hole quality. Straightness especially can be an issue as long drills tend to “wander,” particularly if feed rates are pushed excessively.
Having a solid set-up in both workholding and toolholding, along with a reliable machine tool, is critical to reduce runout (TIR) and ensure hole straightness and concentricity.
Hydraulic chucks are suitable for HSS tools and shrink holders are ideal for carbide. Regardless of the toolholder choice, ensure TIR is minimal.
Twist drill manufacturers typically add extra margins to their drills to stabilize the tool, however, excessive contact by the margins can affect surface finish and even work harden some materials.
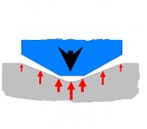
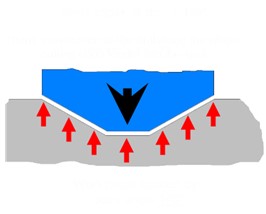
Pilot holes are almost always recommended in deep hole drilling and act as a guide for the long drill that follows. The pilot drills to a ~2xD depth and should be manufactured to a plus tolerance‒ ensuring a slightly larger hole but remaining within the hole tolerance. (Example ø6.02mm pilot for a ø6mm hole)
The pilot drill point angle should also be greater than, or equal to the drill point that follows. This ensures the corners from the long drill aren’t engaged with the material prematurely, which could result in catastrophic failure.
|
Spot Drill Angle 140° Drill Point Angle 140°
|
Spot Drill Angle 140° Drill Point Angle 140°
|
Graphic courtesy of Walter-Titex
3 Common Tooling Options for Deep Hole Drilling
Your shop’s set-up and resources may limit your options for deep hole drilling. Let’s look at the most-common choices for deep hole tooling and their fundamental benefits and limitations:
- High-Speed Steel Twist Drill
1. High-Speed Steel Twist Drill
These drills can feature a parabolic-flute design and coating to aid in chip evacuation and extend tool life.
Peck drilling is usually recommended beyond 5xD to help evacuate the chips, provide hole straightness, and maintain concentricity. Depths and number of pecks are based on the drill diameter and work material. Care is needed to avoid flushing chips back into the hole upon peck retraction, and therefore drills should not fully retract from the hole when pecking.
Multiple length drills may be required in order to achieve the desired hole depth.
The graph below shows an example of the difference in a peck cycle between a parabolic design (on left) and a conventional flute drill (on right).
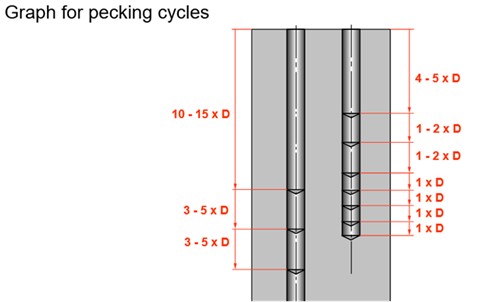
Graphic courtesy of Dormer-Pramet
Pros of High-Speed Steel Twist Drills for Deep Hole Drilling
- Least initial tool cost
- ~1.5mm–14mm diameters, up to 30xD lengths
- Best suited for less-than-ideal set-ups
- Appropriate for non-through coolant spindles
Cons of High-Speed Steel Twist Drills for Deep Hole Drilling
- Slow cycle time
- Peck cycle recommended beyond 4xD with conventional drill geometry
- Poor chip evacuation
- Not recommended for regrinding
The PFX HSS-E extra-long series (A976, A977, A978) from Dormer-Pramet offers up to 25xD deep drilling without the typical peck cycle, in most materials, saving valuable cycle time at an economical price.
2. Gundrill (including BTA and Ejector types)
These deep hole drills are straight-fluted for added strength and feature coolant-through the tool. Gundrills have the largest range of diameters and lengths available. While larger diameters and lengths require special-purpose machine tools to run, smaller diameters can effectively operate on mills and even lathes.
Pros of Gundrills for Deep Hole Drilling
- Largest range of diameters ø5mm~ 700mm
- Longest length-to-diameter ratio available, up to 200xD
- Efficient in most materials
- Superior hole concentricity and surface finish
- Available in carbide-tipped, solid carbide and indexable (BTA, Ejector) versions depending on the requirement and machine tool capability
- Some items can be reconditioned
Cons of Gundrills for Deep Hole Drilling
- Require a high-pressure coolant supply with exceptional filtration for smaller diameters
- Tool is not self-centering and requires a pilot
- Longer lengths require guide bushing or support
- Slower process time
- May require special-purpose machine tool
botek is the world market leader in single-flute gundrills. Their solid-carbide Type 113 series was designed as an alternative to carbide twist drills.
Comparison between carbide twist drill and solid carbide drill Type 113-HP
| Work piece: crank shaft, forged steel | Diameter: 5.0 mm |
| Drilling depth: 90 mm | MQL: 8 bar |
| Vc: 76 m/min. (4800 rev/min) | Vf: 800 mm/min (0.17 mm/rev) |
| Result | Solid Carbide Twist Drill | Botek Type 113-HP |
| Hole tolerance | IT9/IT10 | IT8 |
| Surface Finish Ra | 1.5–3.0 | 0.8 |
| Centerline deviation (drift) | >0.15 | <0.1 |
Learn more about the
3. Carbide, Coolant-through Twist Drill
If performance is your goal and your shop has a reliable, secure set-up, this is the most efficient option for deep hole drilling. Carbide, coolant-through drills run to depths of ~50xD, without pecks and at feed rates 50-100% greater than the other options. These drills are coated and have polished flutes to improve chip flow.
Long, carbide drills feed into ~2xD piloted holes at little-to-no spindle speed (under 500RPM) until the drill point is fully inside. Only at that time is the coolant and spindle increased to the recommended speed and feed. The drill’s speed is again slowed as it retracts from the finished hole.
Pros of Carbide, Coolant-through Twist Drills for Deep Hole Drilling
- Ideal for production environments
- Size range 2mm–16mm diameter and up to 50xD lengths as a standard product (longer lengths available as a special)
- Suitable for ISO materials: P, M, K, N, S, H, O
- Superior chip control
- Worn tools can be reconditioned
Cons of Carbide, Coolant-through Twist Drills for Deep Hole Drilling
- Highest initial cost
- Susceptible to breakage due to carbide’s brittle (e., hard) nature
- High pressure coolant may be needed
- Require stable set-up
Walter-Titex is globally recognized as a leader in High-Performance drilling and offers one of the most comprehensive deep hole drilling programs in the market. Dialling-in optimum cutting conditions is straight-forward with their GPS software. Besides detailed cutting data, anticipated tool life— measured in holes, is also provided. It even takes into account regrinds.
Worn tools can be retuned for reconditioning where the original manufacturing specifications and coating are applied to the used tool, resulting in “good-as-new” productivity.
Image: https://www.triumphtool.com/wp-content/uploads/2022/11/1-SupremeAdvancePerform-Drills.pdf
Part of Walter-Titex’s Advance line, the DC160 covers most materials and is available up to 30xD lengths.
Sandvik Coromant has placed an emphasis on solid, round tooling in recent years through the introduction of upgraded geometries, substrates, and coatings.
The CoroDrill® 861 is capable of drilling to depths up to 30xD with exceptional chip control due to their unique flute geometry and smooth surface treatment. These drills feature a double offset margin, which stabilizes the drill without disproportionate material contact.
The CoroDrill® 865 has been optimized for deep hole drilling (up to 30xD) in cast iron, steel and aluminum— making it ideal for automotive applications. The design includes a flute profile to improve chip formation, while maintaining strength and produce precise, consistent holes even on an incline.
Make Deep Hole Drilling Easy & Profitable
Having a knowledgeable and resourceful metalworking distributor can eliminate the challenges that come with deep hole drilling. If you would like to improve your drilling processes, please reach out to the Triumph team today!